Pre-Tooling vs Post-Tooling Sample Confusion in Custom Drinkware Manufacturing
Why buyers conflate prototype samples with production samples, leading to costly design changes after tooling commitment
When corporate buyers request "samples" for custom drinkware, they typically envision an iterative process—review the sample, suggest adjustments, approve a revised version, then move to production. This mental model aligns with how many purchasing decisions work in other categories. In practice, however, this is often where customization process decisions start to be fundamentally misjudged, because the term "sample" encompasses two entirely different artifacts with incompatible purposes and timing.
The confusion centers on what we internally distinguish as pre-tooling samples versus post-tooling samples. Pre-tooling samples are produced using temporary methods—3D printing, soft silicone molds, or prototype tooling—specifically to validate design intent before committing to production infrastructure. Post-tooling samples, by contrast, are units manufactured using the actual production molds and processes, serving only to verify that the committed tooling performs as specified. Buyers conflate these two stages into a single "sampling" step, assuming they can iterate freely until satisfied. Factories, meanwhile, operate under the constraint that production tooling must be commissioned immediately after pre-tooling sample approval, creating a point of no return that buyers rarely recognize until it's too late.
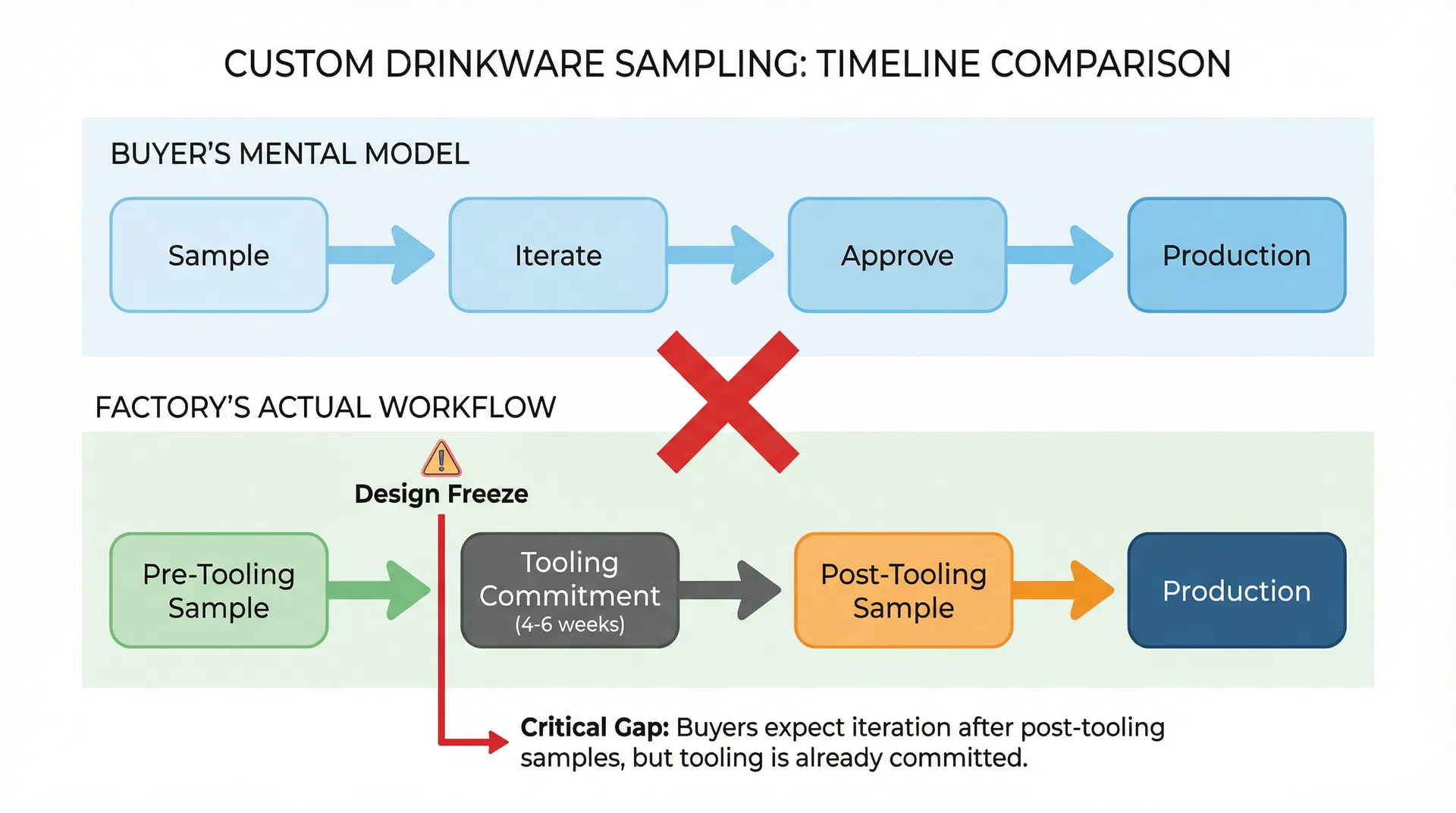
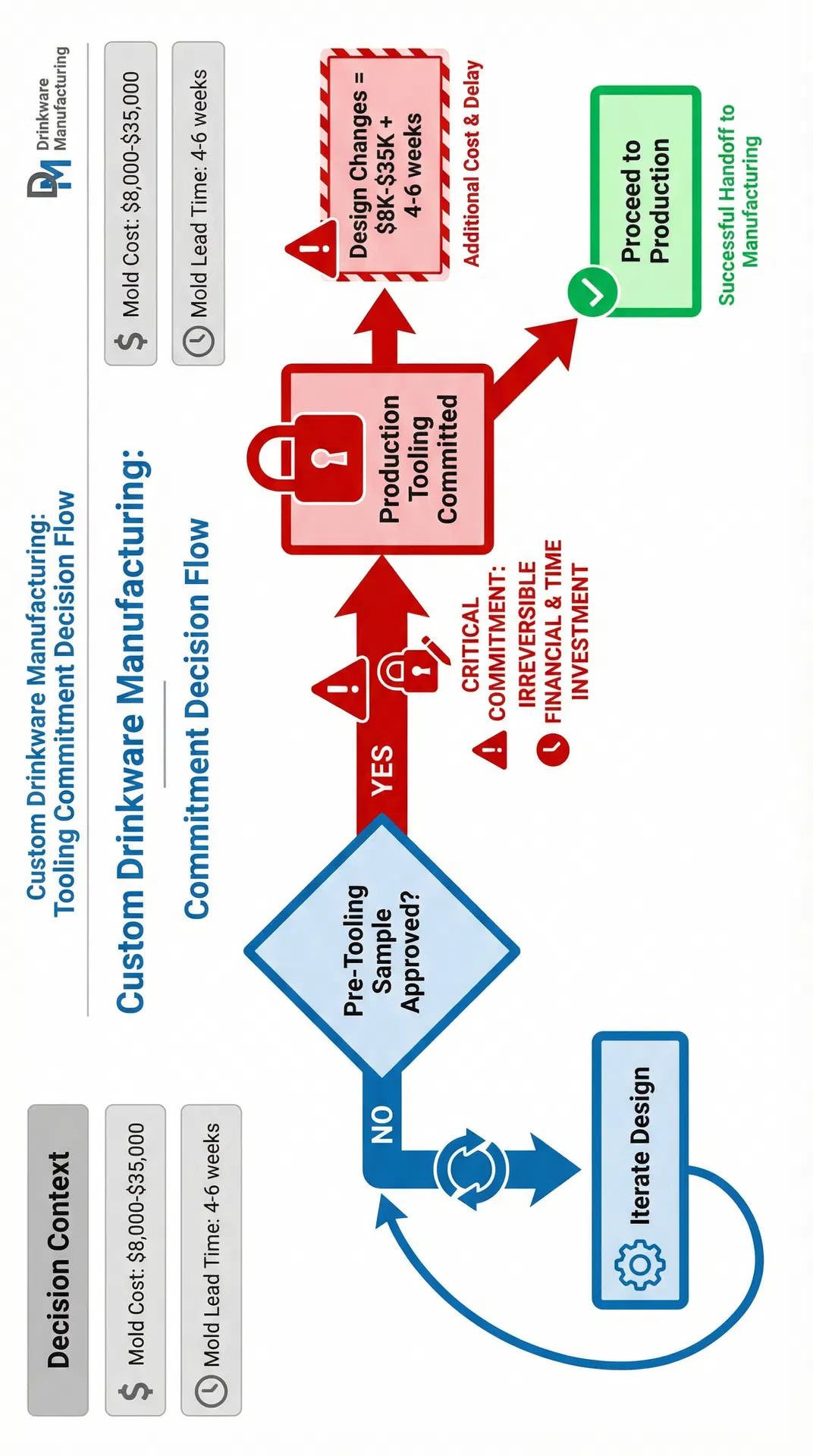
This structural mismatch manifests most acutely in the timing of tooling commitment. From a factory perspective, once a buyer approves a pre-tooling sample—whether that's a 3D-printed prototype or a hand-finished unit from soft tooling—the next mandatory step is fabricating production molds. These molds, typically machined from hardened steel or aluminum alloys, represent a capital investment ranging from $8,000 to $35,000 depending on bottle complexity, cavity count, and tolerance requirements. The lead time for mold fabrication alone spans 4 to 6 weeks, during which the factory has already locked in the structural geometry, wall thickness profiles, thread specifications, and critical dimensions. Any design change requested after this point requires either scrapping the existing mold and starting over, or attempting costly modifications that often compromise mold longevity and part consistency.
Buyers, however, interpret the arrival of post-tooling samples as the beginning of the approval process rather than its conclusion. They examine these units—produced from the newly fabricated production tooling—and treat them as they would any other sample: a basis for feedback and iteration. Requests for adjustments to the bottle's shoulder radius, lid thread pitch, or logo recess depth are common at this stage. From the buyer's perspective, these are reasonable refinements. From the factory's perspective, each request represents a fundamental misunderstanding of what has already been committed. The production mold is complete. The geometry is fixed. What the buyer is examining is not a prototype for discussion but a verification unit confirming that the mold matches the previously approved design.
The economic consequences of this confusion are rarely transparent until they materialize. When a buyer requests a structural change after post-tooling samples arrive, the factory faces three options: reject the change and proceed with the existing mold, absorb the cost of mold rework or replacement, or pass that cost back to the buyer. The first option preserves the timeline but leaves the buyer dissatisfied. The second option protects the relationship but erodes the factory's margin on what is often already a low-margin project. The third option triggers a dispute over who bears responsibility for the additional expense, with buyers arguing they never explicitly "approved" the tooling and factories pointing to the pre-tooling sample sign-off as the binding commitment.
What makes this blind spot particularly persistent is that the language used in cross-border B2B transactions obscures the distinction. Purchase orders and email threads reference "sample approval" without specifying whether that approval applies to a pre-tooling prototype or a post-tooling verification unit. Factories assume that signing off on a 3D-printed model or a soft-tool sample constitutes final design approval, triggering the tooling phase. Buyers assume that "sample approval" refers to the first physical unit that looks and feels like the final product—which, in their experience, arrives only after production tooling is built. Both parties operate under different definitions of the same term, and the misalignment only becomes apparent when it's financially painful to resolve.
The technical realities of mold-making reinforce this irreversibility. Production molds for stainless steel drinkware are precision-engineered assemblies. The bottle body mold, for example, consists of multiple components: the outer die (which forms the exterior surface), the inner mandrel (which defines the interior profile and wall thickness), and often a hydroforming bladder or punch system for complex geometries. Each component is machined to tolerances of ±0.05mm to ensure consistent wall thickness, proper vacuum insulation performance, and reliable thread engagement. Once these components are fabricated and heat-treated, modifying them is not a matter of simple adjustments. Increasing the bottle's diameter by 2mm, for instance, requires machining down the inner mandrel—a process that risks compromising the structural integrity of the tool and may not even be feasible depending on the original wall thickness margins. Changing the thread profile on a lid mold requires cutting new threads into hardened steel, which often results in tool life degradation and inconsistent part ejection.
Buyers who have worked primarily with injection-molded plastic components may carry over expectations from that domain, where mold modifications are more common. Plastic injection molds, while still expensive, can sometimes accommodate minor tweaks through EDM (electrical discharge machining) or welding and re-machining of specific mold features. Drinkware production, particularly for double-wall vacuum-insulated bottles, involves additional constraints. The hydroforming process, which expands the inner wall against the outer wall to create the vacuum cavity, is highly sensitive to dimensional consistency. A mold change that affects the pre-hydroformed bottle diameter by even 0.5mm can result in incomplete wall expansion, weak vacuum performance, or catastrophic failure during pressure testing. These downstream effects are not immediately visible in a post-tooling sample but emerge during full production runs, creating quality issues that trace back to a mold modification made under buyer pressure.
The timing mismatch also compounds lead time expectations. Buyers typically allocate a certain number of weeks for "sampling and approval" in their project timelines, assuming this period is flexible and can accommodate multiple iterations. Factories, by contrast, view the pre-tooling sample phase as the iteration window and the post-tooling sample phase as a brief verification checkpoint—perhaps 3 to 5 business days—before moving to mass production. When a buyer requests changes after receiving post-tooling samples, the factory must communicate that accommodating those changes will add 4 to 6 weeks for mold rework plus another 2 weeks for new post-tooling samples, effectively doubling the remaining timeline. Buyers perceive this as the factory being inflexible or poorly organized, when in reality it reflects the immutable physics of mold fabrication and the capital commitment already made.
From a risk management perspective, the optimal intervention point is during the pre-tooling sample phase, but this requires buyers to treat those early samples with the seriousness of a final design freeze. A 3D-printed prototype, despite its rough surface finish and lack of functional features like vacuum insulation, is the last opportunity to adjust structural geometry without financial penalty. Buyers often dismiss these early samples as "not representative" and defer detailed evaluation until they receive a "real" sample—which, unbeknownst to them, is a post-tooling unit produced from committed molds. Factories can mitigate this by explicitly labeling samples as "pre-tooling prototype for design approval" or "post-tooling verification unit," but even clear labeling does not always overcome the buyer's ingrained expectation that sampling is an iterative process.
The broader issue is that customization process workflows in drinkware manufacturing are front-loaded with irreversible commitments, while buyer decision-making processes are back-loaded with approvals that assume flexibility. Bridging this gap requires either educating buyers on the tooling commitment timeline or restructuring contracts to include explicit design freeze milestones with financial consequences for post-freeze changes. Neither solution is straightforward. Buyer education is time-intensive and often resisted by procurement teams operating under tight deadlines. Contractual penalties for design changes can sour relationships and make factories appear inflexible in competitive bidding situations.
What remains consistent across these scenarios is that the confusion is not a matter of miscommunication but a structural incompatibility between how buyers conceptualize the sampling process and how factories must sequence capital investments. Until buyers internalize that "sample approval" in custom drinkware means "final design freeze before tooling," and that post-tooling samples are verification artifacts rather than iteration opportunities, this blind spot will continue to generate cost overruns, timeline delays, and strained supplier relationships. The decision variable at stake—when to commit to production tooling—is not negotiable from a manufacturing standpoint, but it remains largely invisible to buyers until the consequences are already locked in.